Dünnschnitt-Sägetechnik findet Anwendung bei der Herstellung von Sägefurnier ab einer Lamellendicke von ca. 1,3mm. Verwendung finden die gesägten Lamellen u.a. bei der Herstellung von Parkett, Mehrschichtplatten, Fußbodendielen, Paneele, Musikinstrumenten, Blei- und Malstiften, Ski- und Snowboardkomponenten, in der Türenindustrie, Verpackungsindustrie, ...
Technische Verfahren
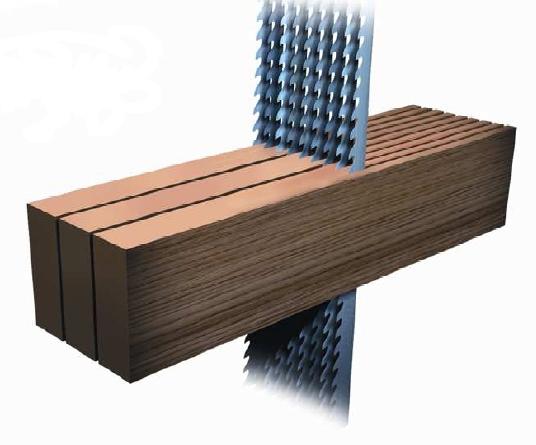
Dünnschnitt-Gattersägetechnik
Das Prinzip des Sägegatters besteht darin, dass mehrere Sägeblätter in einen Rahmen gespannt werden, welcher sich auf und ab bewegt. Das Werkstück fährt durch den Sägerahmen hindurch und wird dadurch in Lamellen aufgeteilt.
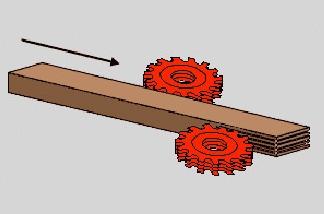
Dünnschnitt-Bandsägetechnik
Entsprechend dem Prinzip der Bandsägemaschine wird pro Sägeaggregat jeweils eine Lamelle von einem Werkstückblock abgetrennt. Typisch ist die horizontale Anordnung des Sägeaggregates. Mehrere, hintereinander angeordnete Sägen erlauben mehrere Schnitte pro Werkstückdurchlauf.
- Beispielhafte Daten anhand NEVA RE-MAX 500 CNC
- Schnittfuge min.: 1,25 mm
- Lamellenstärke min.: 2,0 mm
- Vorschubgeschwindigkeit: 5 bis 60 m/min
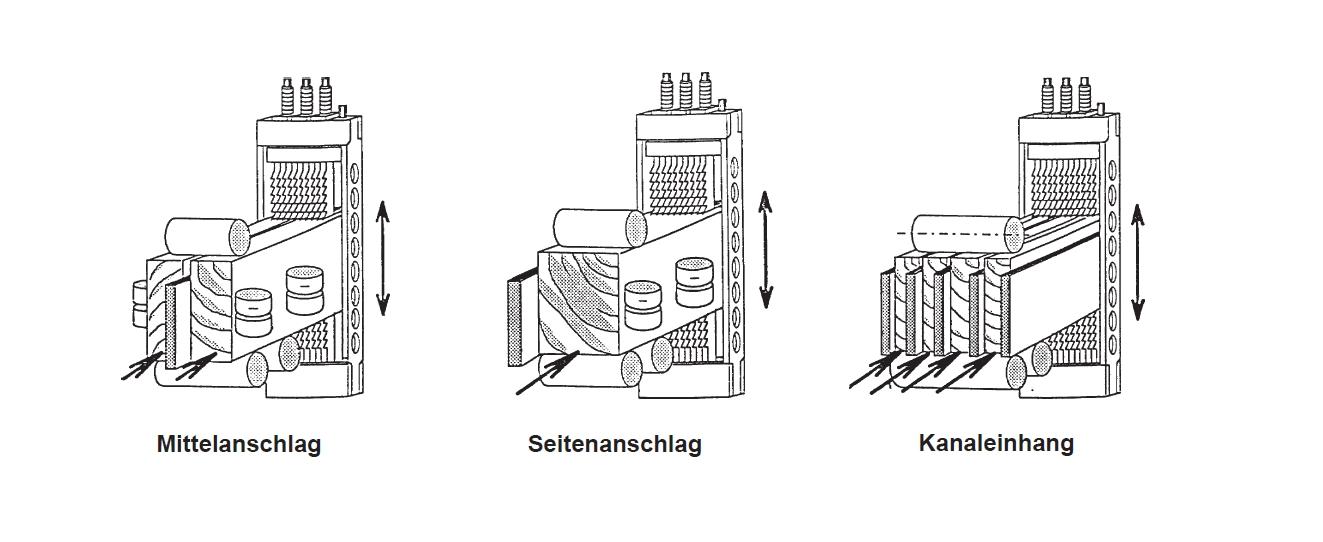
Spaltsägen werden als Einzelmaschinen oder als Zusatzausstattung zu Kehlmaschinen angeboten. Betreffend Präzision und Vorschubgeschwindigkeit sind sehr gute Werte erreichbar. Einschränkungen gibt es aufgrund der vergleichsweise geringen Werkstückdimensionen.
Vergleich der Verfahren
Schnittgenauigkeit:
- Aufgrund der hohen Vorspannung und Steifigkeit der Gattersägeblätter sind die Dickentoleranzen, die Schnittfugen sowie die Mindestdicke der gesägten Lamellen geringer als mit dem Bandsägeprinzip erzeugte Lamellen. Vorteile u.a.: Materialeinsparung und weniger oder keine Nacharbeit (z.B. durch Kalibrierschleifen) Spaltsägen können mit Vorritzern ausgestattet werden; dies führt zu ausrissfreien Schnittkanten.
Vorschubgeschwindigkeit:
- Gattersägen: bis zu 2 m/min
- Spaltsägen: bis ca. 40 m/min
- Dünnschnitt-Bandsägen: im High-Speed-Bereich bis ca. 60 m/min
Werkstückabmessungen:
- Die Bandsägetechnik bietet die wenigsten Einschränkungen betreffend Höhe und Breite der Werkstücke. Die Länge der Sägeblätter und die Umlenkrollen haben positive Auswirkungen auf das Abkühlverhalten des Werkzeugs.
- Spezielle Spaltsägen verarbeiten Roh-Werkstücke ab ca. 250 mm Länge und bis zu ca. 150mm Breite. (Beispiel: Schroeder S-4)
- Die max. Werkstückdicke bei Dünnschnittgattern liegt bei ca. 260mm - in Einzelfällen auch darüber (WINTERSTEIGER DSG 200/400 Extra-Hochschnitt).
Holzfeuchtigkeit:
- Die Bandsägetechnik reagiert unempfindlicher bei Nassholz. Für Anwendungen im Bereich Fußboden schneidet man Sägefurniere in der Regel aus getrocknetem Holz.
Platzbedarf:
- Bei Dünnschnitt-Gattersägen und Spaltsägen handelt es sich um kompakte Maschinentechnik mit vergleichsweise geringem Platzbedarf. Bandsägetechnik nimmt hingegen den größten Raum in Anspruch.