Piła z optymalizacją
To jest automatyczne tłumaczenie.
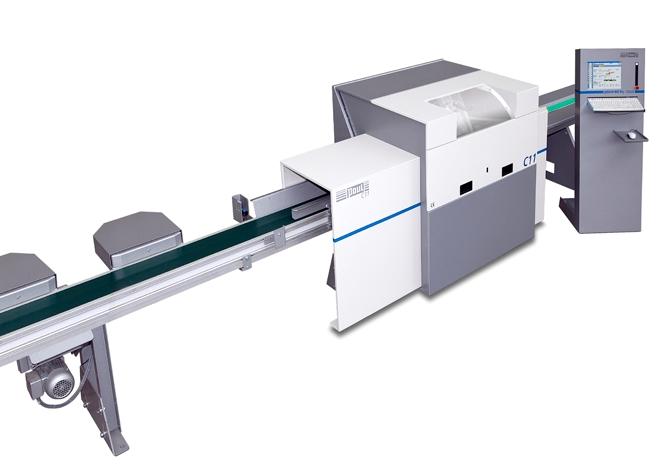
       Pilarki tarczowe do cięcia poprzecznego drewna litego, które posiadają system wykrywania przedmiotu obrabianego oraz system sterowanie maszyny, który może porównać wykryte dane o przedmiocie obrabianym ze specyfikacją i wykorzystać je do sterowania procesem cięcia w zależności od potrzeb. Wszystkie cechą tych maszyn jest to, że obrabiane elementy są przenoszone przez maszynę za pomocą systemu posuwu i że w tych maszynach realizowany jest określony cel optymalizacji drewna.
Nowoczesne kapownica cznego są wyposażone w wysokiej jakości systemy pomiarowe i skanujące, które bezdotykowo rejestrują i mierzą element przedmiot i przekazują ustalone dane do kompleksowego oprogramowanie/ sterowanie maszyny w celu dalszej obróbki i oceny ekonomicznej. Rodzaje cięcia z funkcją optymalizacjiOptymalizacja listy części/ Optymalizacja optymalizacja częściowaPoczątek i koniec element jest wykrywany przez czujnik. Maszyna wycina zawsze największą zadaną długość. Dla pozostałych ścinków jest zawsze wyszukiwana następna największa możliwa stała długość. Jeśli pozostały kawałek jest krótszy niż najkrótsza ustalona długość, to zostaje on odrzucony jako odpad. Ten wariant optymalizacji nie uwzględnia długość odpadu ani innych priorytetów.
Optymalizacja częściowa owa z ograniczeniem ilości odpadówOdpadowe kawałki są ograniczane do maksymalnej dopuszczalnej długość. (Dalsza obróbka np. w linia na mikrowczepy) W pełni zoptymalizowanaPrzy tym rodzaju optymalizacji sterowanie maszyny łączy podane wymiary detalu w taki sposób, aby powstało jak najmniej odpadów. W pełni zoptymalizowana z uwzględnieniem priorytetówJest to rozszerzenie w pełni zoptymalizowana. Oprócz redukcji odpadów sterowanie łączy podane stałe długości w taki sposób, że pewne długości detali są traktowane priorytetowo lub cięte są większe ilości. Optymalizacja poziomów jakościWarunek wstępny dla optymalizacja poziomów jakości jest oznaczenie różne poziomów jakości na elementy. Sterowanie maszyny optymalizuje w obrębie poszczególnych poziomów jakości; resztki jednej jakość są przypisywane do następnego, niższego poziomu jakości. Optymalizacja wartościSterowanie łączy podane długości detali i preferuje długość o wyższej cena. Wyjątek: Rodzaje cięcia bez funkcji optymalizacjiPoniższe dwa rodzaje cięcia wymagają sensorycznego pozyskiwania danych o obrabianym przedmiocie i sterowanie maszyny. Z tego powodu są one klasyfikowane (zgodnie z definicją firmy Höchsmann) jako piła z optymalizacją alizacyjne, nawet jeśli optymalizacja w rzeczywistym sensie nie ma miejsca. Docinka listewMaszyna przetwarza predefiniowane listy cięć. Czujnik w obszarze doprowadzenia elementu rozpoznaje początek i koniec element; możliwe są pierwsze cięcia lub cięcie czołowe czołowe. Jeśli pozostały element jest krótszy niż nominalny element według listy części, jest on wypychany jako odpad. Typowe zastosowania znajdują się np. w przemyśle paletowym i skrzyniowym. Czyste zaklejanie wadMaszyna posiada czujnik w obszarze wejścia detalu, który wykrywa oznaczenia wad (np. markowanie kredą) i przekazuje je do sterowanie maszyny. Długości, szerokość, kryteria jakości, wartości/ cena lub ilościowe nie są brane pod uwagę. Sortowanie/ Wyładunek detaliW zależności od wymagań, w zakresie bicia detali możliwe są różne rozwiązania techniczne. Wybór oferuje następujący artykuł WOOD TEC PEDIA: Sortowanie, wyładunek detali |
Zdjęcia i filmy