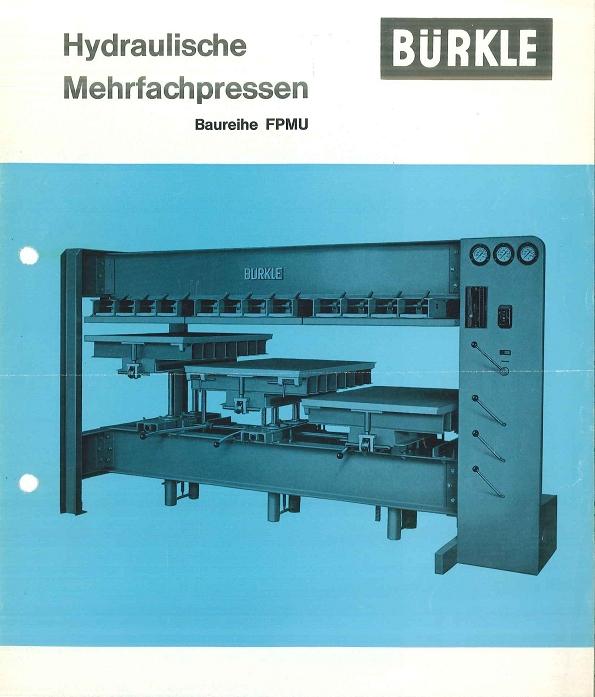
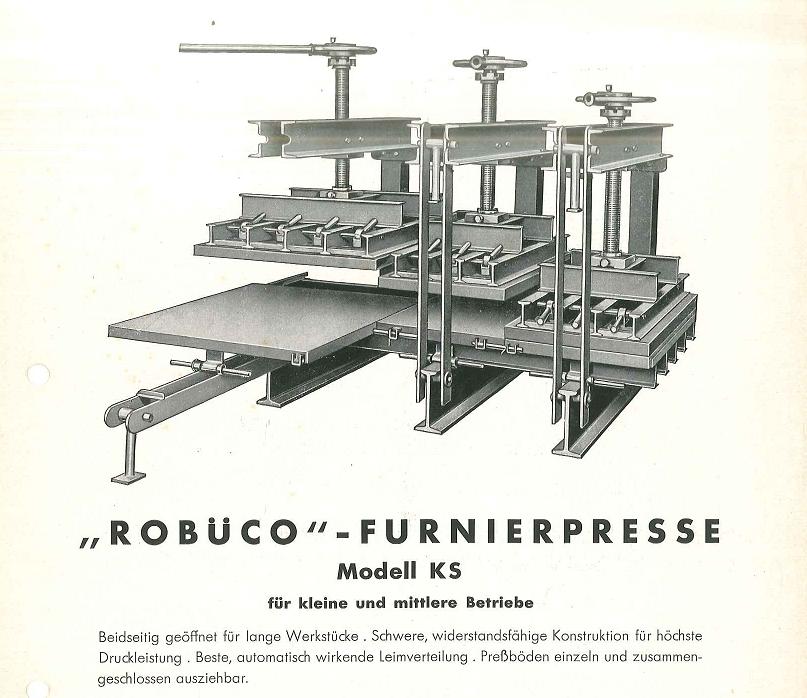
Presse à friction manuelle Presse provisoire des presses hydraulique moderne pour placage La montée de la pression a lieu au moyen des broches à filetage, qui doivent être individuellement actionnées pour produire la pression correspondante. La surface de pressage se composait souvent de plusieurs parties, qui pouvaient aussi être individuellement utilisées (dépendant de la taille de la pièce). Les presses se laissèrent en général s'ouvrir à partir d'un pli latéral pour soulager l'équipement/vidange en direction de l'utilisateur. Chez quelques modèles, les surfaces de pressage se laissèrent retirer, ce qui simplifit l'occupation/le retrait. Habituellement, étaient d'abord les supports en bois non chauffés (pressage à froid) avec domaine d'application limité et longue durée de pressage - plutard les supports de pressage en tôle en bois, que l'on met dans la presse. Les modèles plus développés disposaient d'une pompe hydraulique actionné au moyen d'un levier (utilisation artisanalle) ou pompe hydraulique entrainée au moyen d'un moteur électrique (pompe à moteur). Dans le domaine artisanal, les presses de placage se sont imposées avec les groupes hydrauliques performants, plaques chauffantes électrique à surface affinée en aluminium anodiser, temps d'ouverture et de fermeture court (temps de tact) avec la technique correspondante de sécurité. Termes alternatifs et variétés
|
Images/ Photos