Постформинг
This is a machine translation.
       Технический термин для последующего (пост) деформирования (формования) уже нанесенного оборудование для обработки поверхности из листов материала вдоль кромочного профиля. Впервые этот передвигаться был представлен в 1976 году компанией IMA Klessmann GmbH. Во время покрытия панели материала материал поверхности остается за профилированной кромка и приклеивается постформинг-станок в последующем процессе (циклический и классический непрерывный процесс). Постформинговые детали применение везде, где holzwerkstoffe и их кромка подвергаются особенно высокому воздействию влаги, химикатов и механически нагрузок.
Постформенная процедурачасовой методИсходный материал являются профилированные плиты с покрытием в области краев.
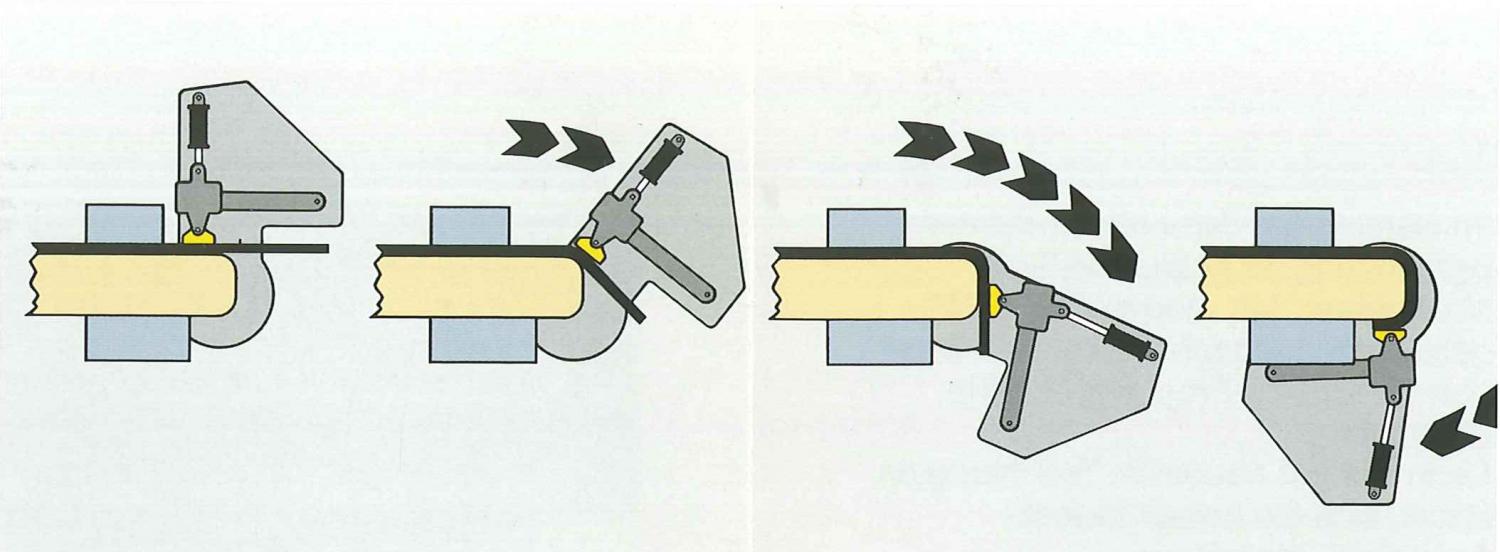
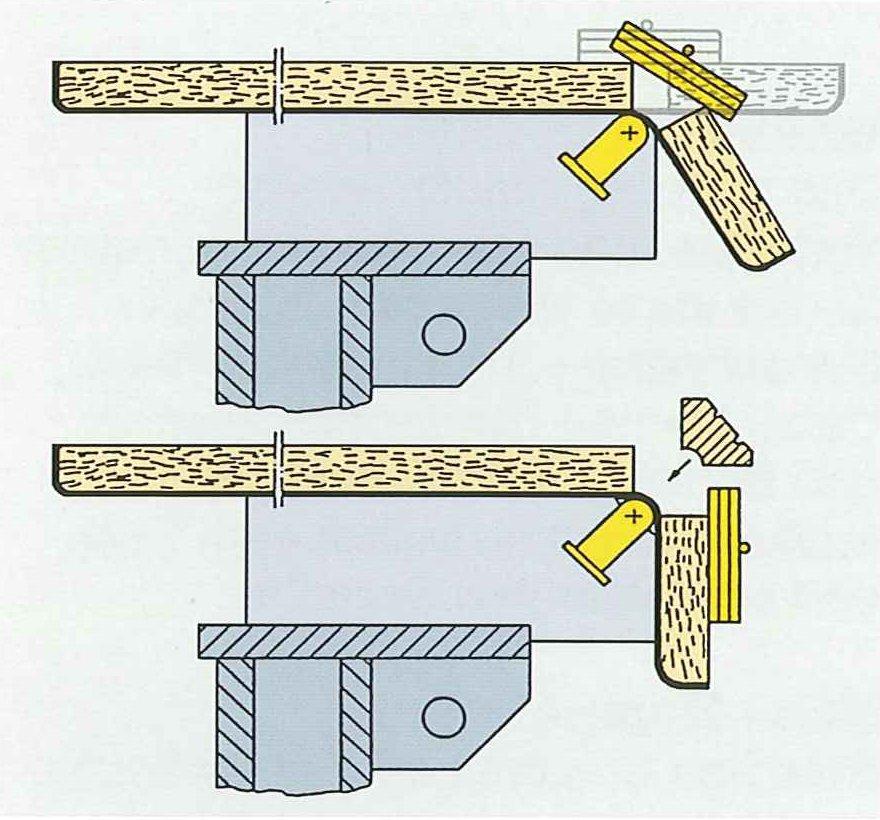
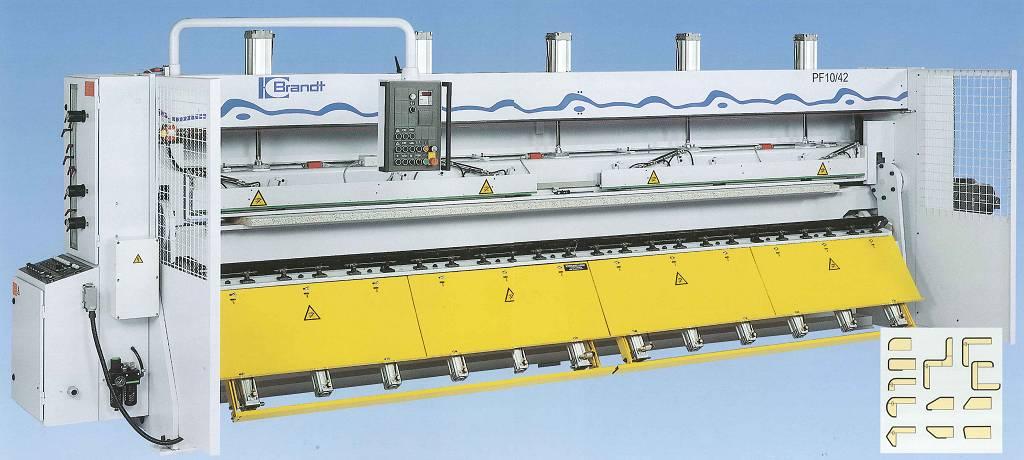
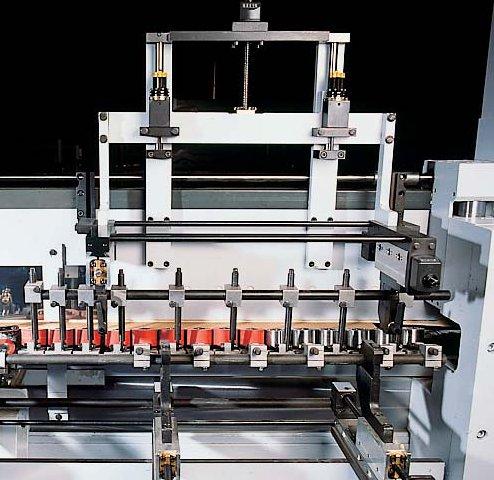
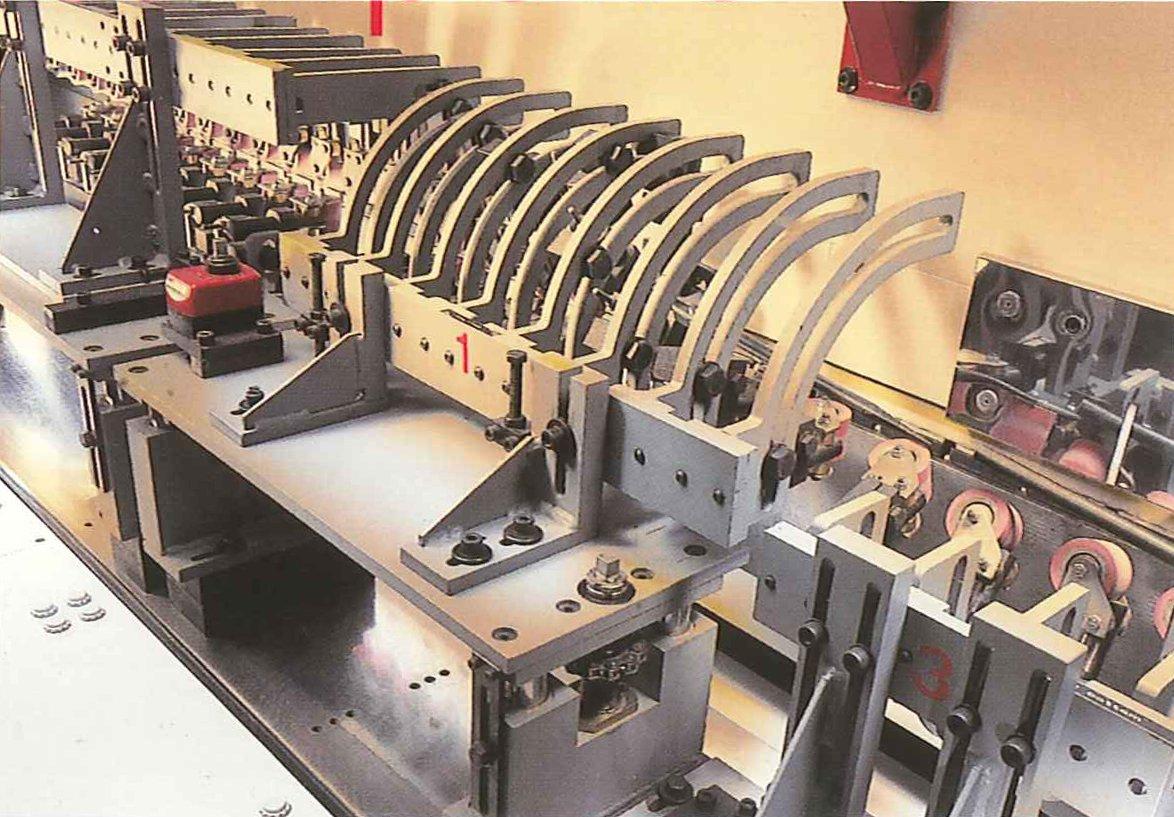
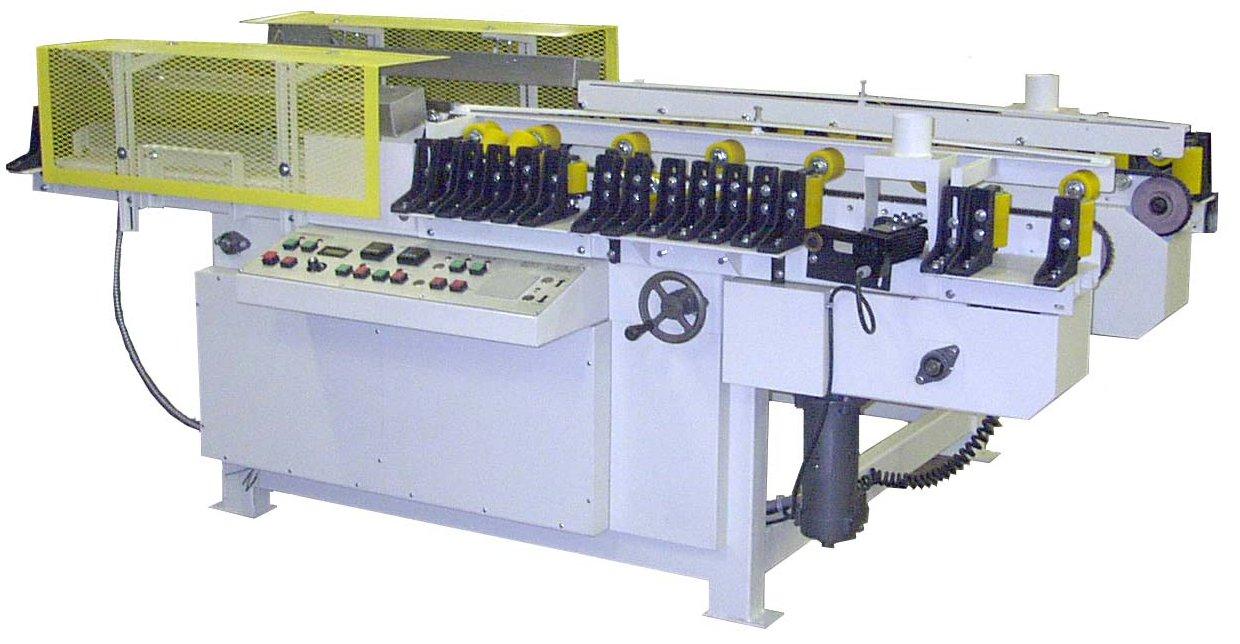
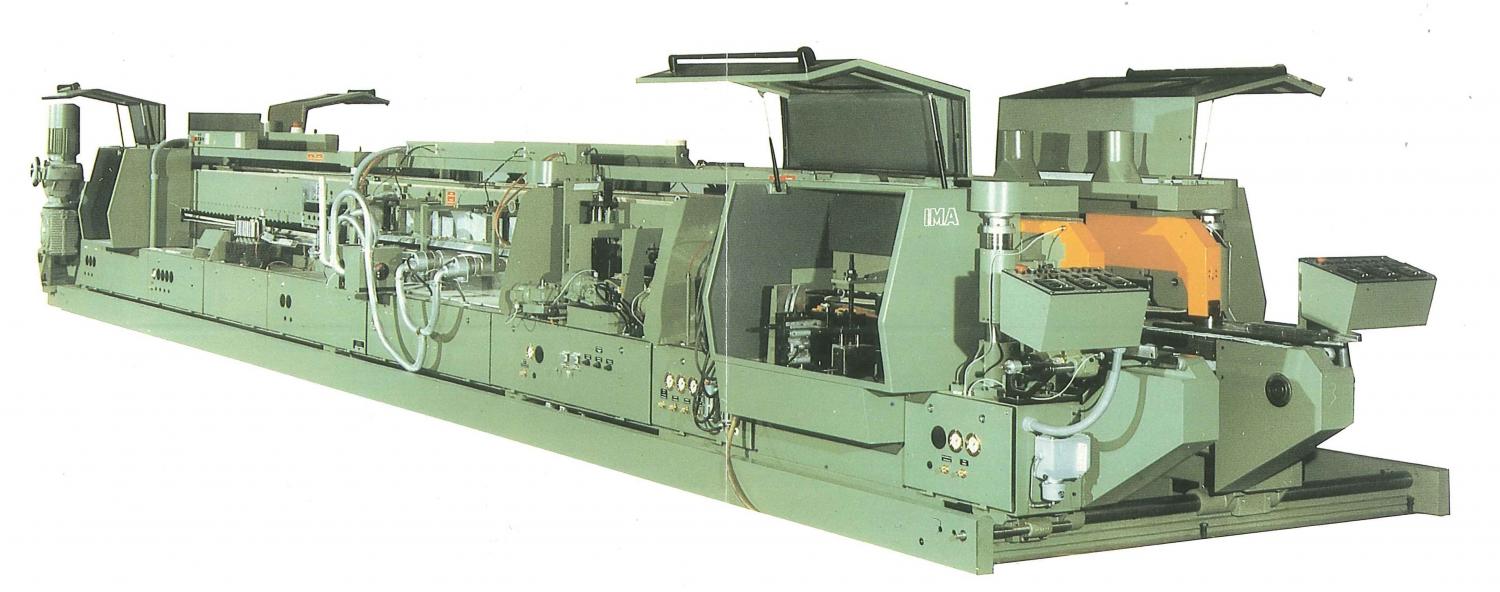
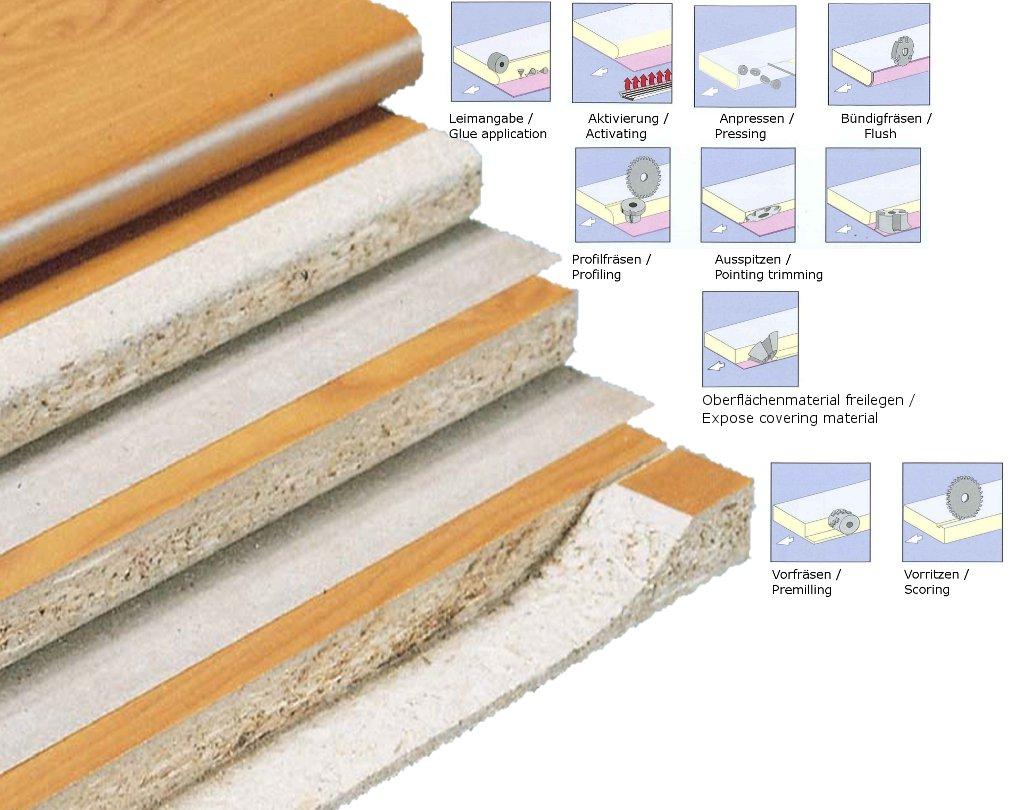
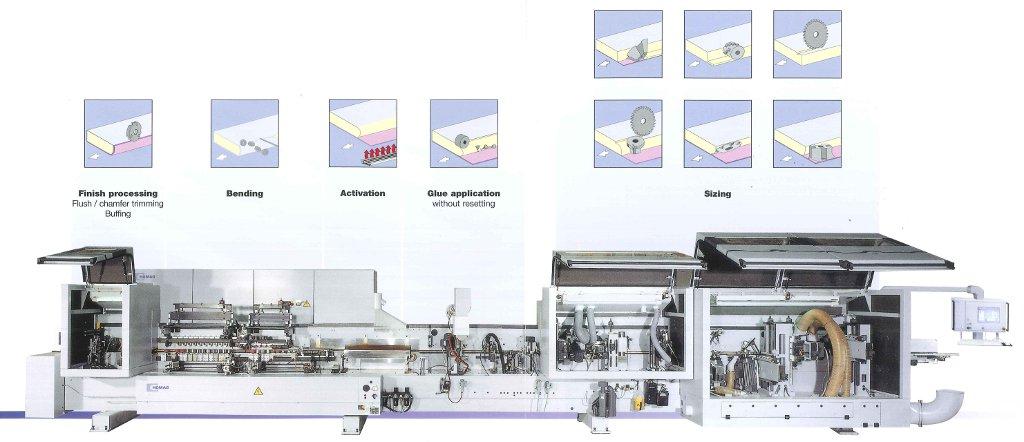
Внутренние радиусы расположены по краям столешницы. Эта отделка стен особенно уязвима во влажных помещениях, поэтому здесь особенно подходит процесс постформования, в результате которого облицовывание непрерывное облицовывание. В этом случае вокруг профиля проходит не отопительная шина, а заготовка размещается вокруг отопительная шина, а зазор между двумя частями панели закрытый точно подогнанной планкой. (см. изображение) Производитель постформинг-станок в цикличном процессе (состояние 2010 г.): Пробная процедураИсходный материал - кромка, покрытые на поверхности и предварительно профилированные в области кромок. Основная конструкция машины соответствует Кромкооблицовочный станок. Принципиальное отличие заключается в том, что зона прижима. В постформинг-станок он состоит из множества прорезиненных роликов, которые можно регулировать по наклону точно в соответствии с профилем заготовки. При настройке машины в нее вставляется предварительно запрофилированная плита. Ролики зона давления подаются на кромочный профиль таким образом, что они обматывают выступает материал поверхности вокруг профиля, начиная с поверхности. Радиационные нагреватели или нагревательные вентиляторы обеспечивают необходимую температуру для формования. Некоторые машины оснащены автоматически станцией нанесения клея, на других машинах клей необходимо наносить ручной. В зависимости от оснащения для фрезерования заподлицо с фреза для срезания свесов клееного материала следует пригоночно-фрезерный агрегат (см. "Радиус/фаски заподлицо"/). Дальнейшие станции для специальной обработки могут быть подключены вниз по течению. Высоко механизированные станки доводят как формируемый материал поверхности, так и материал поверхности со стороны соединения до размера, обеспечивающего оптически переход без стыков еще до склеивания с помощью фрезерный агрегат. Производитель постформинг-станок для непрерывной обработки до 25 м/мин (по состоянию на 2010 г.): В ходе цикла и непрерывных процессов могут быть сформированы следующие поверхностные материалы:
Прямой постформингПри прямой постформинг исходный материал состоит из непрофилированных плиты с покрытием без выступов поверхностного материала. Станок профилирует саму формовочную зону, обнажая столько лакокрасочного материала, сколько необходимо для нанесения покрытия на кромка (см. изображение). Избыточный материал затем наматывается на кромочный профиль, как описано сверху, в непрерывном процессе. Преимущества прямого процесса:
Возможные материалы поверхности:
Производитель станков для direct-Postforming с производительностью до 20 м/мин (состояние 2010 г.)
Постформинговые клеи
Альтернативный термин, связанные термины
|
Фотографии